|
Dry running vacuum pumps
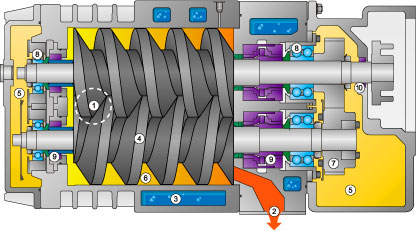
Dry vacuum pumps have been developed for the semiconductor industry in the 80's and introduced in chemical and pharmaceutical process industries in the early 90's. They are specified for fine chemicals and pharmaceutical (cGMP) plants in order to avoid a product contamination. They are multistage roots systems or screw- or claw-compressors.
|
Dry vacuum pumps - FAQ's
manufacturers and suppliers ? claw type vacuum pumps suppliers directory dry screw vacuum pumps suppliers directory more than 1000 m³/h suction capacity ? higher vacua and shorter pumpdown times can be achieved by combining the dry vacuum pump with roots type mechanical booster(s) sealing between pump and gear ? with piston rings or mechanical seals, with/without purge gas how to avoid corrosion ? operating temperature to be higher than product condensation temperature. pre-heating with closed inlet valve, drying with N2 before shut-down. outlet piping top to down or with a siphon to avoid bach-flow of condensate ATEX ? SIHIdry: yes, without flame arrestors for Gases of Atex-categorie 2 (Zone 1) BUSCH COBRA: yes, with flame arrestors for Zone 0 and Zone 1. speed control ? Yes, recommended instead of pressure control valve |